Ekstrusie is 'n proses waardeur aluminium knuppels deur 'n matrys gedwing word, wat 'n gewenste deursnit tot gevolg het, Die aluminium ekstrusieproses vorm aluminium deur dit te verhit en dit met 'n hidrouliese ram deur 'n gevormde opening in 'n matrys te dwing.Uitgedrukte materiaal kom na vore as 'n lang stuk met dieselfde profiel as die matrysopening.Sodra dit geëxtrudeer is, moet die warm aluminiumprofiel geblus, afgekoel, reguit en gesny word.

Die ekstrusieproses kan vergelyk word met om tandepasta uit 'n buis te druk.Die aaneenlopende stroom tandepasta neem die vorm van die ronde punt aan, net soos 'n aluminium-ekstrusie die vorm van die matrys aanneem.Deur die punt of matrys te verander, kan verskillende ekstrusieprofiele gevorm word.As jy die opening van die tandepastabuis platdruk, sal 'n plat lint tandepasta te voorskyn kom.Met behulp van 'n kragtige hidrouliese pers wat van 100 ton tot 15 000 ton druk kan uitoefen, kan aluminium in omtrent enige denkbare vorm uitgedruk word. ontwerpers met onbeperkte ontwerpmoontlikhede.
Daar is twee metodes van ekstrusie – direk en indirek – en die proses volg gewoonlik hierdie stappe:
'n Matrys word gegiet uit die deursnee van die vorm wat jy wil skep.
Aluminiumblokkies word in 'n oond verhit tot ongeveer 750 tot 925ºF, die punt waar aluminium 'n sagte vaste stof word.
Sodra dit by die verlangde temperatuur is, word smeer of smeermiddel op die knuppel en ram toegedien om te keer dat die onderdele aan mekaar vassit, en die knuppel word na 'n staal-ekstrusie-pershouer oorgeplaas.
Die ram plaas druk op die knuppel, druk dit deur die houer en deur die matrys.Die sagte maar soliede metaal word deur die opening in die matrys gedruk en verlaat die pers.
Nog 'n blok word gelaai en aan die vorige een gesweis, en die proses gaan voort.Komplekse vorms kan so stadig as een voet per minuut uit die ekstrusiepers verskyn.Eenvoudiger vorms kan so vinnig as 200 voet per minuut na vore kom.
Wanneer die gevormde profiel die verlangde lengte bereik, word dit afgeskeer en na 'n afkoeltafel oorgeplaas, waar dit vinnig met lug, watersproeiers, waterbaddens of newels afgekoel word.
Nadat die aluminium-ekstrusie afgekoel het, word dit na 'n draagbaar geskuif waar dit reguit en werkverhard word om sy hardheid en sterkte te verbeter en interne spanning vry te stel.
Op hierdie stadium word ekstrusies met 'n saag tot die verlangde lengtes gesny.
Sodra dit gesny is, kan die geëxtrudeerde dele by kamertemperatuur afgekoel word of na verouderingsoonde verskuif word, waar hittebehandeling die verouderingsproses in 'n beheerde temperatuuromgewing versnel.
Na voldoende veroudering kan ekstrusieprofiele afgewerk word (geverf of geanodiseer), vervaardig (gesny, gemasjineer, gebuig, gesweis, aanmekaargesit), of voorberei word vir aflewering soos dit aan die kliënt is.
Die aluminium-ekstruderingsproses verbeter eintlik die eienskappe van die metaal en lei tot 'n finale produk wat sterker en meer veerkragtig is as voorheen.Dit skep ook 'n dun laag aluminiumoksied op die oppervlak van die metaal, wat dit 'n weerbestande en 'n aantreklike natuurlike afwerking gee wat geen verdere behandeling vereis nie, tensy 'n ander afwerking verlang word.
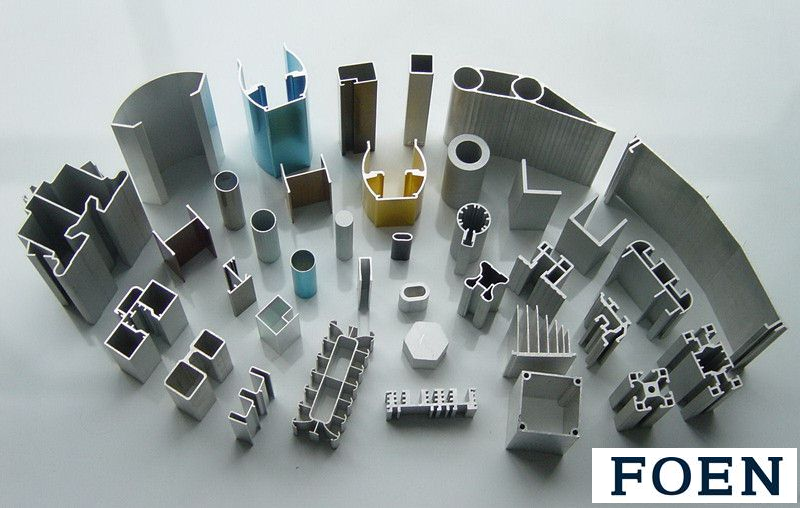
FOEN Aluminium Extrusion is die wêreld se voorste vervaardiger van geëxtrudeerde aluminiumprofiele.Ons kan voldoen aan die mees uitdagende vereistes van standaardprofiele tot komplekse meerdelige aluminium-ekstrusies in standaard- en eie aluminiumlegerings met dimensionele akkuraatheid en voortreflike oppervlakgehalte.

Ons landwye netwerk van produksie- en verskaffingsfasiliteite stel ons in staat om alle vorms, groottes, legerings en humeure te vervaardig.FOEN bied volledige oplossings vir geëxtrudeerde aluminiumprodukte wat benodig word deur die motor-, massavervoer-, brugdek- en sonkrag/hernubare energie-industrie, sowel as groen toepassings vir die bou- en konstruksiemark.
Postyd: 24-Apr-2022